





Индивидуальное изготовление и обработка механических деталей
Когда говорят про индивидуальное изготовление деталей, многие сразу представляют токаря у станка, который ?выкручивает? что-то по эскизу. Но это лишь верхушка айсберга, и часто заказчики недооценивают объем подготовительной работы — от выбора материала и способа его термообработки до учета всех допусков на сборку. Именно здесь кроется основная ошибка: думать, что это просто ?механическое? повторение чертежа. Нет, это всегда инженерная задача, где нужно предвидеть, как поведет себя деталь в реальных условиях, особенно в сложных средах.
Где теория сталкивается с практикой: наш контекст
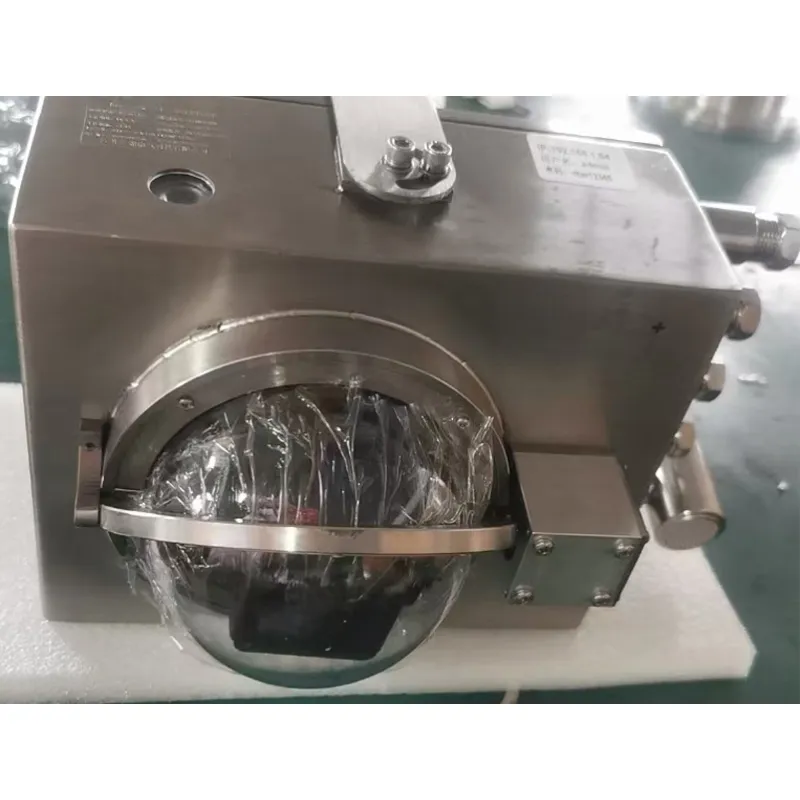
Взять, к примеру, наше направление — оборудование для шахт и взрывоопасных зон. Допустим, нужен корпус для камеры наблюдения. Чертеж может быть идеальным, но если не учесть вибрации, перепады температур и агрессивную среду, любая, даже самая точно выточенная деталь, выйдет из строя. Поэтому обработка механических деталей для нас — это не просто соблюдение размеров. Это вопрос безопасности и надежности всей системы.
Мы работаем с разными материалами: нержавеющая сталь, алюминиевые сплавы, иногда специальные полимеры. Для каждого — своя история. Нержавейка, скажем, хороша коррозионной стойкостью, но при точной обработке может ?вести? себя, особенно после сварки. Приходится закладывать дополнительные операции, например, стабилизирующий отжиг, чтобы снять внутренние напряжения. Это увеличивает время и стоимость, но без этого — трещины или нарушение геометрии позже.
Один из наших партнеров, ООО ?Цзянсу Аньцзинь Электрическая Технология? (https://www.jsajdq.ru), как раз занимается полным циклом — от разработки до обслуживания взрывозащищенного оборудования. Их опыт подтверждает правило: нельзя разделять проектирование электроники и изготовление механической части. Корпус для их камер — это не просто ?ящик?, а часть системы теплоотвода, защиты от пыли и ударов. И его индивидуальное изготовление всегда начинается с совместного обсуждения техзадания.
От эскиза к металлу: этапы, где все может пойти не так
Начинается все, конечно, с технического задания. Но вот что важно: хороший инженер-технолог должен уметь задавать вопросы конструктору. ?А зачем здесь такой радиус? А если мы сделаем фаску под 45 градусов вместо 30 — упростит ли это обработку без потери прочности?? Часто в погоне за идеальной формой на бумаге создают нереализуемые или крайне дорогие в производстве узлы.
Дальше — выбор заготовки. Казалось бы, купил пруток или лист и режь. Но нет. Направление волокон в металлопрокате, наличие внутренних раковин (особенно в литье) — все это влияет на итоговую прочность. Была история, когда мы взяли, как казалось, качественный прокат, а после фрезеровки тонкой стенки она ?поплыла? от остаточных напряжений. Пришлось переделывать, менять технологическую цепочку: сначала черновая обработка с запасом, потом термообработка для снятия напряжений, и только потом чистовая.
Сам процесс обработки на станках с ЧПУ — это уже финальная стадия. Но и здесь свои нюансы. Программирование траектории инструмента, выбор скорости резания, подачи, охлаждения… Для алюминия одно, для легированной стали — другое. Неправильные режимы ведут к налипанию стружки, перегреву, быстрому износу инструмента и, как следствие, к браку по чистоте поверхности или размерам.
Конкретные боли: что не пишут в учебниках
Один из самых неприятных моментов — контроль качества. Да, есть КИП, есть эталоны. Но как быть с прецизионными деталями сложной формы? Их порой не измеришь штангенциркулем. Приходится использовать 3D-сканирование или координатно-измерительные машины (КИМ). Но это дорогое оборудование, и не у каждого цеха оно есть. Часто полагаются на опыт оператора, а это риск.
Другая частая проблема — срочность. Клиенту нужно ?еще вчера?. И тут начинаются компромиссы. Можно ускорить обработку, повысив скорость резания, но тогда страдает точность и ресурс инструмента. Можно пропустить какой-то этап контроля. Мы однажды так сделали с партией крепежных кронштейнов — пропустили выборочный замер твердости после термообработки. В итоге часть деталей в полевых условиях дала микротрещины. Пришлось не только бесплатно заменять, но и терять репутацию. Теперь правило железное: сроки — не повод нарушать технологический процесс.
И конечно, логистика и комплектация. Индивидуальное изготовление часто подразумевает мелкосерийность или штучный выпуск. А найти, например, специфический подшипник или уплотнительное кольцо под нестандартный размер — это отдельный квест. Иногда проще и дешевле сразу включить изготовление этой ?мелочевки? в свой техпроцесс, чем месяцами ждать поставки от другого производителя.
Сотрудничество с профилем: пример интеграции
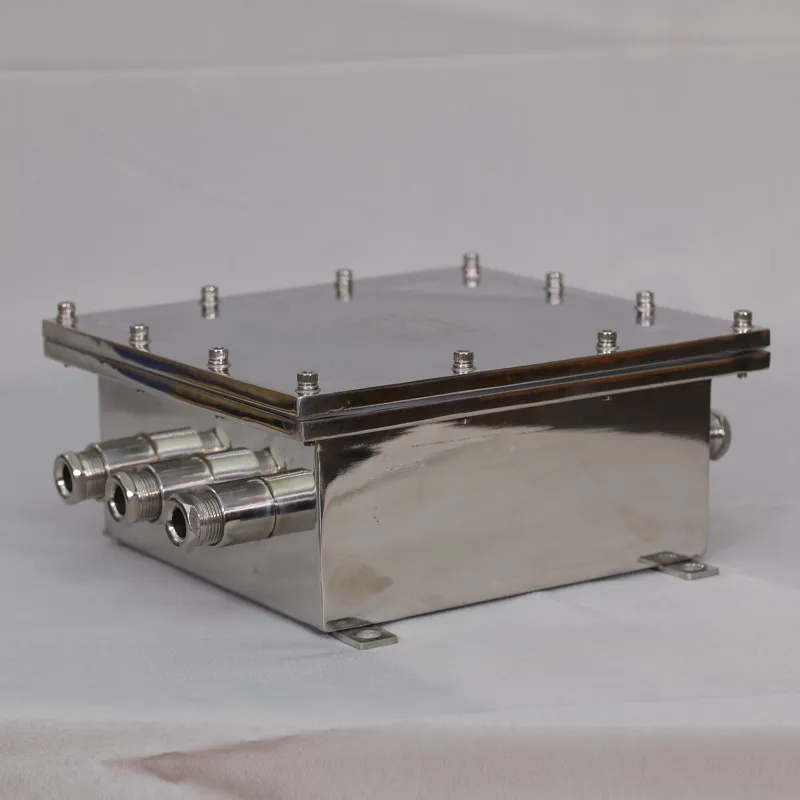
Вернемся к нашему партнеру, ООО ?Цзянсу Аньцзинь Электрическая Технология?. Их профиль — взрывозащищенное и рудничное оборудование. Для таких устройств механическая часть — это в первую очередь защита. Мы для них изготавливали фланцы для герметичного ввода кабелей в корпус камеры. Задача: обеспечить степень защиты IP68 и при этом сохранить возможность быстрого монтажа в полевых условиях.
С первого раза не вышло. Конструкция по чертежу была герметичной, но для монтажа требовался специальный инструмент, которого у шахтеров на месте не было. Получили обратную связь, сели вместе с их инженерами. Пересмотрели конструкцию, изменили тип уплотнения и способ затяжки. В итоге сделали фланец с конусной резьбой и самозажимающимся уплотнительным кольцом. Монтаж теперь — дело пяти минут обычным ключом, а герметичность даже выше стала. Это пример, когда обработка механических деталей становится частью инженерного диалога, а не просто исполнением.
Их сайт (https://www.jsajdq.ru) четко отражает суть: полный цикл. Это важно. Когда производитель конечного продукта глубоко погружен в тему, он понимает ценность качественной ?железки?. Они знают, что сбой в работе камеры в шахте — это не просто поломка, это вопрос безопасности людей. Поэтому их требования к поставщикам механических компонентов всегда максимально детализированы и обоснованы.
Вместо заключения: мысль вслух
Так что же такое индивидуальное изготовление и обработка механических деталей в итоге? Для меня это не услуга, а соучастие в создании конечного продукта. Это умение слушать, задавать правильные вопросы, предвидеть проблемы и не бояться сказать ?это можно сделать лучше, если изменить подход?.
Это постоянный баланс между идеальным решением по чертежу и технологически реализуемым, экономически оправданным вариантом. Иногда приходится отступать от ?буквы? ТЗ, чтобы сохранить ?дух? — ту самую надежность и функциональность, ради которой все затевалось.
Главный вывод, который пришел с годами: самая совершенная деталь бесполезна, если она не выполняет свою роль в системе. Поэтому наш фокус сместился с простого ?сделать по размеру? на ?сделать для работы?. И в этом, пожалуй, и есть вся разница между ремеслом и инженерно-ориентированным производством. А такие компании, как упомянутая выше, своими сложными задачами только подстегивают этот подход, заставляя не стоять на месте.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 KBA12C(Q) Рудничная сферическая видеокамера с системой пылеподавления во взрывобезопасном исполнении
KBA12C(Q) Рудничная сферическая видеокамера с системой пылеподавления во взрывобезопасном исполнении -
 Взрывозащищенная тепловизионная видеокамера
Взрывозащищенная тепловизионная видеокамера -
 BXJ-51 Взрывозащищенная коммутационная коробка
BXJ-51 Взрывозащищенная коммутационная коробка -
 Взрывозащищенная инфракрасная купольная видеокамера (с дворником)
Взрывозащищенная инфракрасная купольная видеокамера (с дворником) -
 Взрывозащищенный видеомонитор
Взрывозащищенный видеомонитор -
 KJJ127 Рудничный коммутатор во взрывозащищенном и взрывобезопасном исполнении
KJJ127 Рудничный коммутатор во взрывозащищенном и взрывобезопасном исполнении -
 KBA127 Рудничная видеокамера со встроенной ИК-подсветкой во взрывозащищенном и взрывобезопасном исполнении
KBA127 Рудничная видеокамера со встроенной ИК-подсветкой во взрывозащищенном и взрывобезопасном исполнении -
 KJJ12 Рудничный коммутатор во взрывобезопасном исполнении
KJJ12 Рудничный коммутатор во взрывобезопасном исполнении -
 Взрывозащищенная автомобильная видеокамера
Взрывозащищенная автомобильная видеокамера -
 KBA12 Рудничная видеокамера с обработкой изображения во взрывобезопасном исполнении (стандартная)
KBA12 Рудничная видеокамера с обработкой изображения во взрывобезопасном исполнении (стандартная) -
 Взрывозащищенная видеокамера со встроенной ИК-подсветкой
Взрывозащищенная видеокамера со встроенной ИК-подсветкой -
 Взрывозащищенная видеокамера с выносной ИК-подсветкой и дворником
Взрывозащищенная видеокамера с выносной ИК-подсветкой и дворником
Связанный поиск
Связанный поиск- Камера с детектором кислорода
- камера видеонаблюдения уличная промышленная
- источник питания рудничный
- шкаф управления взрывозащищенного греющего кабеля
- камера промышленная цифровая
- Рудничный искробезопасный лазерный излучатель
- Рудничная взрывозащищённая и искробезопасная ИК-камера
- лазерный детектор утечки метана u10
- Рудничный гигабитный коммутатор
- взрывозащищенная камера hikvision